

 手机资讯
手机资讯 官方微信
官方微信摘要 随着我国经济长期、高速、持续地发展和我国制造工业大国地位的确立,具有高效率、高经济性和应用范围广泛的砂带磨削正受到各行各业的重视,很多制造企业为了提高自身产品的质量和档次,...
随着我国经济长期、高速、持续地发展和我国制造工业大国地位的确立,具有高效率、高经济性和应用范围广泛的砂带磨削正受到各行各业的重视,很多制造企业为了提高自身产品的质量和档次,正在使用或准备使用砂带磨削这一先进的加工技术。
由于砂带磨削的应用和研究在我国还处于初级阶段,所以有关砂带贮存和使用方面的知识在国内的文献上介绍的不多。为了更好地发挥砂带磨削的优越性,使砂带在使用时处于最佳状态,现将砂带的贮存和使用方面的一些知识介绍给大家。
一 砂带的贮存
砂带的贮存对砂带的使用来说非常关键,对宽砂带的影响尤其更大。理想的贮存条件、合理的贮存方法才能保证砂带以最佳的状态进行使用。
1.1 温度、湿度要求
理想的温度:18℃~22℃
理想的湿度:40%~65%
砂带不应贮存在温湿度变化较大的地方,温度过高会使粘结剂老化,降低砂带的使用寿命;合成纤维基材砂带(如聚脂布砂带)对寒冷比较敏感,不能贮存在寒冷的仓库内。
湿度过高或过低会使砂带产生一定的变形,这些变形会降低砂带胶砂层的粘结强度。特别是湿度过大对砂带的影响比较严重,除耐水砂带外,一般砂带受潮后使用,都易出现打折、拉皱等现象而使砂带报废。此外受潮的砂带磨削时磨削物易粘附在砂带表面,降低砂带的使用寿命。
高温、低湿对纸基砂带影响比较大,使纸基砂带变脆,使用时易断裂报废。
1.2 贮存
贮存砂带的仓库应阴凉、干燥、通风;砂带要摆放在货物架上,不能摆放在地上;货物架既要与地面、墙壁保持200~500mm左右的距离,同时又要避免靠近散热和排水装置;未使用的砂带尽量不要打开包装箱。砂带包装箱上不能堆放重物,以免砂带产生折痕、和裂口。
二 砂带使用前的处理
理想的砂带贮存固然重要,但砂带使用前若不能得到正确的处理仍会严重影响它的使用性能。

2.1 砂带悬挂
砂带使用前最少应悬挂2~5天,悬挂的目的是消除因包装而产生的卷曲,同时使砂带适应使用地的环境。将拆开包装的砂带悬挂在100~200mm直径的管子上。管子的长度应大于砂带的宽度,否则砂带易脱落或产生喇叭口;管子应成水平状态,否则易损坏砂带边缘部分。
悬挂的砂带其环境温湿度应符合砂带的贮存条件,最简单的办法是在一间密封的房间内,用几盏40或60瓦的灯泡来保持干燥。
2.2 外观检查
悬挂后的砂带在使用前应作必要的外观质量检查,查看砂带接头是否平整、牢固;砂带表面有无破洞、砂团、缺砂、胶斑、皱折等外观缺陷;砂带边缘是否整齐和有无裂口,边缘若有较小裂口,以园弧剪除后不影响使用。
三 砂带的使用原则
只有选择合适的砂带型号、合理的磨削工序、正确的粒度组合,才能发挥砂带磨削的优越性、经济性,才能保证加工工件的质量。
3.1 选择合适的砂带型号
不同的加工工件材质、不同的加工工件形状、不同的磨削方式所选用的砂带型号是不一样的,砂带型号的选择主要从基材的类别、磨料的材质、粘结剂的种类和砂带接头方式等四个方面来选择。砂带型号的选择一般应有专业完成。由于这方面国内文献已有介绍,本文不再详述。
3.2 选择合适的粒度
只有选择合适的砂带粒度,才能保证加工工件的表面质量和提高砂带的使用寿命。若选用的砂带粒度号过小,就不能保证加工工件的表面质量;若选用砂带的粒度号过大,不仅不能体现砂带磨削的高效性、经济性,而且砂带在使用时易折皱和断裂,使砂带的使用寿命降低。
3.3 多道砂带磨削工序的粒度选择
一个工件若采用多道砂带磨削工序,后道使用砂带的粒度同前道相比最多只能跳越两个粒度号。只有这样,才能发挥砂带磨削的高效性,才能保证加工工件的形状尺寸和加工工件的表面质量。
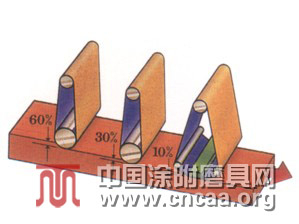
3.4 多道砂带磨削工序的磨除量分布
两道工序:前后道的分布比为85/15
三道工序:前后道的分布比为65/25/10
四道工序:前后道的分布比为50/30/12/8
3.5 砂带的运转方向
使用搭接砂带时,要使砂带的运转方向同砂带背面所标志的方向一致,否则砂带在使用过程中易过早断裂,并影响加工工件的表面质量。使用对接砂带时可以不考虑砂带的运转方向。
四 砂带磨削中易出现的问题及解决方法
只有当砂带的磨粒基本磨钝、砂带丧失磨削性能时才能说砂带的使用寿命正常结束,但是,在实际的砂带磨削过程中因砂带的质量问题、工件的质量问题、设备问题和操作不当等原因,而造成砂带的磨粒在没有磨钝时发生报废,造成不必要的浪费。
现将砂带磨削中存在的典型问题、形成这些问题的主要原因及解决方法归纳如下
4.1 砂带断裂
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带接头不牢、开裂
|
加强生产中的质量控制,满足用户需求
|
|
2
|
运输或装机时砂带折皱或边缘损坏
|
装机前外观质量检查,装机时正确操作
|
|
3
|
砂带张力过大
|
调整张力,在工作负荷下不打滑,张力越小越好
|
|
4
|
切削过深,摩擦热积聚
|
降低切削深度或进给速度,或采用冷却剂或冷却装置
|
|
5
|
工作压力太大
|
减小压力
|
|
6
|
外部杂物进入砂带与辊或板材之间
|
清除杂物,高效能的抽尘是最好的预防措施
|
|
7
|
机器运转不正常,砂带被行程开关撞破
|
检修设备(特别注意纸基砂带)
|
|
8
|
砂带振动过度
|
选用低硬度接触轮,检查机器振动情况或砂带质量
|
|
9
|
接触辊锥形;接触辊或石墨垫与底座不平行
|
修磨辊子去除锥形;重新安装,保持平行
|
|
10
|
工件厚薄相差太大或部分重叠冲击砂带
|
安装针对重叠板及超尺寸部分的防护装置
|
4.2 砂带皱折
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带喇叭口或接触辊锥形
|
更换砂带或修磨辊子去除锥形
判断方法:砂带反向安装,如果起皱角度不变,可确定为接触辊锥形;如果起皱角度变换方向,则判定砂带喇叭口
|
|
2
|
砂带受潮变软或湿度不均匀,延伸不一致
|
砂带按要求正确贮存
|
|
3
|
砂带过软,硬挺性不够
|
选用厚基材、硬挺性好的砂带
|
|
4
|
接触辊(通常是主动辊)与张紧辊不平行
|
检查并纠正
|
|
5
|
主动辊磨损成哑铃形,砂带张紧不均匀
|
主动辊重磨或更换
|
|
6
|
接触轮与支撑轮上的轴承磨损
|
更换轴承
|
|
7
|
砂带摆动不均匀
|
调整摆动系统
|
|
8
|
砂带张力太大或不足
|
在工作负荷下不打滑,张力越小越好
|
|
9
|
砂带张力不均衡,时大时小
|
检查空气压力系统,保证恒压力供气
|
|
10
|
接触辊或张紧辊上磨屑积累
|
经常清理,高效的抽尘是最好的预防措施
|
|
11
|
终止研磨后,未松开张紧辊
|
规范操作
|
4.3 砂带跑偏
|
序号
|
可能原因
|
解决方法
|
|
1
|
喇叭口
|
更换砂带
|
|
2
|
纠偏装置工作不正常,砂带向一个侧运动慢,而向另一侧运动快
|
调整纠偏装置
|
|
3
|
砂带边缘跳动过大造成纠偏装置失灵(砂带S边或荷叶边)
|
使用较大的砂带张力,如果边缘继续跳动就需更换砂带
|
|
4
|
射流跟踪失灵
脏物或外来物堵塞气嘴
|
检查空气管路和接点是否漏气;
保持空气喷嘴畅通,安装空气净化器,净化空气
|
|
5
|
砂带张力太小,引起打滑造成砂带跑偏
|
在工作负荷下不打滑,张力越小越好
|
|
6
|
接触辊是锥形
|
通过磨削去除锥形
|
|
7
|
光电装置不工作
|
经常用软布或酒精擦洗或将气嘴对着光电装置或反射器;必要时更换
|
|
8
|
接触轮、支撑轮表面磨损或橡胶剥离
|
修磨、重包或更换
|
|
9
|
砂带应用不均衡,磨削集中
|
均匀使用砂带整个表面
|
4.4 工件表面横向振纹
|
问题
|
序号
|
可能原因
|
解决方法
|
|
机械振纹
|
1
|
接触辊、张紧辊不平衡,轴承轴颈磨损,砂带驱动部件损坏(振动、松动或损坏的砂带驱动辊),传送带进料不均匀。
|
动态地平衡接触辊和张紧辊,重磨辊子,校正或适当磨削砂带驱动辊,更换磨损的轴承,修磨轴承轴颈。
|
|
2
|
砂带纠偏调整进行太快或不稳,造成磨床颤动。
|
使纠偏减慢,达到确实没有振动的运动,消除引起磨床颤动的所有因素。
|
|
|
3
|
磨床的活动部分如传动装置、拉紧销、连杆等未紧固。
|
拧紧所有松动的地方,确保重要部分的运动不受损害。
|
|
|
4
|
砂带跳动大(砂带一端受潮,或砂带边缘损坏、砂带S边或荷叶边)
|
更换砂带,砂带按要求贮存
|
|
|
5
|
砂带张力太大或太小,可能造成砂带震颤以至使磨床颤动
|
减小或增大砂带张力直到砂带运转平稳为止。
|
|
|
6
|
磨床安装区域如下:
(a)空气压缩机——不稳
(b)其它机器——振动、颤动
(c)外部原因——施工、机械、空气锤等
(d)不稳的地板等
(e)磨床是否紧固
|
通过适当地固定防止磨床颤动,把所有的机器加固在稳固的基座上(排除一切外部干扰)。
|
|
|
接触
辊纹
(或张
紧辊纹)
|
7
|
接触辊、张紧辊不园
|
修整或更换辊子
|
|
8
|
接触辊、张紧辊等轴承损坏
|
更换轴承
|
|
|
9
|
接触辊、张紧辊上粘附杂物
|
清理辊子
|
|
|
10
|
马达主动皮带轮、接触辊皮带轮不成直线。三角带太紧或太松,机器运转不不稳
|
校正皮带轮。正确安装、使用匹配的三角带,以便运转平稳。
|
|
|
砂带接头纹
|
11
|
砂带的接头方式不合适
|
推荐砂带的接头方式为直线或波形对接
|
|
12
|
太硬或太厚的砂带接头
|
调整接头胶配比或改变接头方式、降低其厚度
|
|
|
13
|
对于所用的磨料粒度,接触辊太硬,使用较硬的辊子,更易加重接头区负荷。
|
更换辊子。根据接触辊硬度与所用粒度指导应用。
|
|
|
14
|
负荷(工作压力)太轻,会造成只有接
头与工件接触。
|
在工件上增加压力,但不要比所要求的工件与砂带充分接触的压力大
|
|
|
进给纹
|
15
|
马达主动轮上的三角带或皮带松弛
|
修理或更换,使运转平稳
|
|
16
|
进给系统损坏,进给速度不均衡
|
检查并改进
|
|
|
17
|
传送带变光滑,造成板材滑动
|
用粗砂重磨传送带
|
|
|
18
|
压紧装置或进给辊、压板安装不正确。
|
根据厂家的磨床安装指导重装。
|
|
|
19
|
在传送主动轮上、张紧轮上有磨屑积累
|
清除。确保该部分又直又平,排除并防止磨屑积累。
|
|
|
其
它
|
20
|
上道工序的磨痕未完全磨掉
|
改变磨料粒度组合
|
|
21
|
张力小或磨削压力太大造成砂带打滑
|
合理调整
|
|
|
22
|
石墨垫损坏
|
更换
|
|
|
23
|
压磨器(压板)不起作用
|
调整到合适位置
|
4.5 工件表面加工不均匀
|
问题
|
序号
|
可能原因
|
解决方法
|
|
表面经向沟槽
|
1
|
接触轮或压板太软,显出工件表面的软、硬区域
|
改换成较硬的接触轮或压板
|
|
2
|
接触辊和压板包层损坏,毡垫及石墨垫包层损坏、不平整。
|
修理或更换
|
|
|
3
|
砂带表面非正常的大粒参与磨削
|
一般通过磨削没磨过的硬木板去除,如果不能去除,就更换砂带
|
|
|
工件表面条纹
|
4
|
接触辊某些区域磨损
|
重磨辊子
|
|
5
|
砂带被金属或其它硬物擦伤或磨伤
|
更换砂带
|
|
|
6
|
外来物体堵塞或损坏接触辊、石墨垫包层或砂带基底
|
重磨辊子,根据生产工艺重包石墨垫。
|
|
|
7
|
搬运、装卸等造成的砂带表面缺陷
|
规范操作
|
|
|
不规则划痕
|
8
|
使用了脏冷却液
|
检查过滤系统,过滤或更换冷却液
|
|
9
|
由辊子、石墨垫及砂带涂层的不均匀造成的砂带某些点过载
|
使进料达到砂带的最大利用率。使磨床保持在最佳工作状态,使粉尘得到充分收集。如果认为是砂带造成划痕,更换砂带。
|
|
|
微
痕
|
10
|
对辊子、石墨垫、石墨垫包层、砂带、压紧辊及支撑板、传送带、传送支架有害的微痕。
|
防止伤害,找出有问题的地方并整修。
|
|
11
|
砂带使用不平衡及负荷不均匀。
|
按砂带最大利用率分布工件。
|
|
|
12
|
砂带涂层中的缺陷或表面被污染(油、胶)
|
更换砂带
|
4.6 工件表面灼伤
|
序号
|
可能原因
|
解决方法
|
|
1
|
冷却液供给不均或不够
|
调整冷却液喷射方向,增加冷却液
|
|
2
|
砂带接头缝夹屑、或接头胶未擦净,砂带表面被污染造成堵塞
|
清除木屑或更换砂带
|
|
3
|
工件硬度高,磨料硬度低,不规则的切削、摩擦产生高热
|
选用高硬度磨料的砂带
|
|
4
|
进给速度小,
|
提高进给速度
|
|
5
|
接触辊太硬
或在压磨器的组件中,衬垫太硬,不平整
|
选择合适硬度的接触辊
选择合适的衬垫,使压磨器表面无高点
|
|
6
|
砂带过度使用,不再有高的切削力
|
及时更换砂带。
|
4.7 工件尺寸误差
|
问题
|
序号
|
可能原因
|
解决方法
|
|
前后边缘磨除过度
|
1
|
压紧辊或压板安装不合适
|
按照厂商的磨床安装说明安装
|
|
2
|
前缘——进给辊或压板太高
|
降低辊或压板,连续进给工件
|
|
|
3
|
后缘——输出压板或辊太高
|
降低一个或必要时两个都降
|
|
|
4
|
传送带太软
|
使用硬的传送带
|
|
|
锥形板(一边厚一边薄)
|
5
|
接触辊锥形
|
重磨
|
|
6
|
压磨器(接触压板)倾斜
|
校正或调整到与支架平行
|
|
|
7
|
接触辊、传送带不平行
|
校正
|
|
|
8
|
传送带磨损
|
重磨或更换
|
|
|
尺
寸
不
均
匀
|
9
|
哑铃形接触辊,中部磨损,压磨器、传送带中部磨损会造成板材中间厚,两边薄。
|
准确地重磨辊子,更换压磨器毛毡和石墨垫,在接触辊修磨后,重磨传送带,如严重磨损更换传送带。
|
|
10
|
接触辊中间粗,两头细。压磨器、、传送带类似的磨损将造成板材中部薄、两边厚。
|
重磨辊子。重磨或更换传送带。修理或重包压磨器。
|
|
|
11
|
板材长度方向厚度不均匀是由于:
(a)由于变滑的传送带造成板材滑动。
(b)压紧辊或压磨器安装不合适,尤其与变形的或软的传送带组合使用。
|
磨毛或更换传送带;
根据厂商磨床安装方法指导安装。
|
4.8 砂带堵塞
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带选用不当
|
如果磨的是木材,请选用疏植砂砂带
如果磨的是油漆,请选用防堵塞产品
如果磨的是金属,用防堵和润滑砂带
|
|
2
|
砂带受潮
|
砂带正确贮存
|
|
3
|
接触轮太软或太粗
|
选用宽槽或硬的接触轮,选用直径小的接触轮
|
|
4
|
磨削压力过大
|
减轻压力
|
|
5
|
砂带或工件表面被污染(油污或胶团等)
|
更换砂带或改善工件质量
|
|
6
|
吸尘力不够
|
增加吸尘力
|
|
7
|
喷气清洁器的安装位置不当或喷出的气体含水量较大
|
调整喷气清洁器的位置和方向,净化压缩空气
|
|
8
|
冷却剂不够或喷射方向不对
|
增加冷却剂或改变喷射方向
|
|
9
|
工件湿度大
|
控制工件含水率,木材一般在15%以下
|
4.9 砂带掉砂
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带太软
|
选用厚基材、硬挺的砂带
|
|
2
|
切削深度过大
|
降低切削深度
|
|
3
|
进给速度太快
|
降低进给速度
|
|
4
|
接触轮太硬
接触轮直径太小
接触轮槽太宽
接触轮磨损
|
选用硬度低的接触轮
选用直径大的接触轮
选用槽窄的接触轮
修磨或更换接触轮
|
|
5
|
集中一处磨削
|
均匀使用整个砂带表面
|
|
6
|
磨料粘结强度小
|
选用磨料粘结强度牢的重负荷磨削砂带
|
4.10 砂带纵向开裂
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带过软,纵向折皱
|
选用厚基材、硬挺的砂带
|
|
2
|
接触轮上有毛刺或磨损
|
修磨或更换接触轮
|
|
3
|
磨削压力过大
|
降低压力
|
|
4
|
切削深度过大
|
调整切削深度
|
|
5
|
集中一处磨削
|
均匀使用整个砂带表面
|
|
6
|
工件厚度相差过大
|
将不同厚度工件分开加工
|
|
7
|
接触轮与支撑轮不平行
|
调整设备
|
4.11 砂带振动
|
序号
|
可能原因
|
解决方法
|
|
1
|
砂带边缘损坏、S边或荷叶边
|
更换砂带
|
|
2
|
进给速度太快
|
降低进给速度
|
|
3
|
接触轮轴承或支撑轮轴承松动或缺少润滑
|
润滑、紧固轴承
|
|
4
|
磨削或进给压力过大
|
减轻压力
|
|
5
|
接触轮动平衡不好
|
修磨或更换接触轮
|
|
6
|
接触轮太硬
|
换用软接触轮
|
|
7
|
机器振动
|
检查并调整机器
|
|
8
|
砂带张紧不够
|
增大张力
|
|
9
|
磨料粒度太细
|
选用粗粒度
|
|
10
|
接头方式不适合
|
选用对接砂带
|
|
11
|
进给或驱动不均匀
|
调整设备
|
|
12
|
盘刹转子扭曲导致接触轮振动
|
更换转子
|
4.12 木材表面起毛
|
序号
|
可能原因
|
解决方法
|
|
1
|
磨料粒度太粗
|
换用细粒度
|
|
2
|
板材太热
|
延长板材的冷却时间
|
|
3
|
板材太潮
|
给予适当的烘干
|
|
4
|
进给速度太快
|
降低速度
|
综上所述,只有使砂带得到理想的贮存,并在使用前进行正确的处理,同时在砂带使用时能及时发现和处理存在的问题,才能充分发挥砂带磨削的优越性和砂带的最佳磨削性能,才能提高加工工件的质量和档次。









 豫公网安备41019702003645号
豫公网安备41019702003645号