

 手机资讯
手机资讯 官方微信
官方微信摘要 大余量、重负荷、自动化砂带磨削技术典型案例:汽车发动机连杆端头、锅炉管线抛磨、核电高压容器磨削等。磨削设备的特点:&n
大余量、重负荷、自动化砂带磨削技术典型案例:汽车发动机连杆端头、锅炉管线抛磨、核电高压容器磨削等。
磨削设备的特点:
1、由于磨削余量大(1mm以上),磨削设备采取多工位,砂带抛磨与砂轮磨削相结合或者砂带与砂轮互换的形式;
2、工件体积庞大,相应的磨床的整体尺寸也很大,质量重;
3、磨削设备工作时间长,工作环境恶劣;
4、自动化抛光。
(一)、汽车发动机连杆端头大余量减薄强力高效砂带磨削

汽车发动机连杆

研制了全世界首台采用砂带磨削工艺实现等厚连杆端头4.5mm余量/单次的高效加工机床,其连杆端面磨削精度能稳定控制相应尺寸公差在±0.03mm内,该机的CPK工序能力指数为2.33(CPK≥1.67为特级), 该成果于最先正式在神龙汽车襄樊工厂投入了应用,后来被上海柴油机厂、南阳红阳机械厂等采用并作为主力设备。
(二)、锅炉管线砂带磨削

使用砂带粒度依次是36#,80#、120# ,表面粗糙度Ra≤1.65μm
管线合格率60℅~70 ℅ ,抛磨之后提高到90 ℅以上
(三)、西气东输螺旋钢管焊缝强力高效砂带磨削
解决了过去只能依靠手工打磨焊缝余高的难题,满足了国内西气东输工程的需要,并被石化工业评为2003年度三大创新技术之一。该成果后续还被资阳钢管厂、宝钢、中原钢管厂、青县华油钢管公司、巨龙钢管公司无、锡玉龙钢管公司、番禺珠江钢管公司等采用并作为主力设备,其磨削后的焊缝余高与母材的最大误差≤0.05mm,加工表面粗糙度:Ra≤0.2~0.4 μm。

(四)、核电高压容器焊缝坡口及堆焊层的高效精密砂带磨削
以核反应堆压力容器、蒸发器、稳压器为代表的核电容器被喻为核岛关键“心脏设备”。
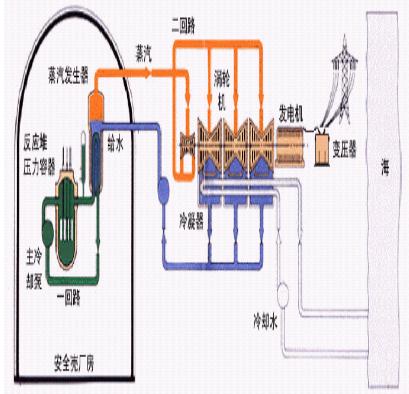
核能发电示意
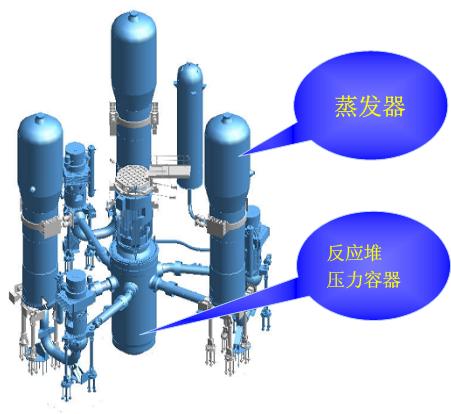
核电压力容器结构示意
国外核电容器自动化先进磨削工艺技术

A 纵缝磨削 B 环缝磨削 C 筒体磨削 D 坡口磨削
该成果首先于2008年6月在东方锅炉厂德阳工厂正式投入了应用,基于该成果开发出来的系列智能化高效磨削装备先后又被东锅本部、上海临港重装、二重、一重、武汉阿尔斯通(武锅)、日本森松、印度Laesen & Toubro等企业采用,该技术能清理焊根最大深度:170mm,磨削线速度:82m/s,单次磨削最大深度:h≤15mm,单次磨削最大余量:≤100×5mm,堆焊层磨削最大余量:≥0.5mm/次,磨削效率:10~20m2/h,磨削Ra≤6.3~0.2μm。
A 纵缝磨削 B 环缝磨削 C 筒体磨削 D 坡口磨削

核电高压容器高效砂带磨削装备
工程应用情况

打磨堆焊层 容器筒体磨削现场

打磨集箱环焊缝 打磨筒体外纵焊缝

球形瓜瓣坡口 采用砂带制作的球形瓜瓣坡口

磨削焊缝 打磨封头内壁堆焊层









 豫公网安备41019702003645号
豫公网安备41019702003645号