


 手机资讯
手机资讯 官方微信
官方微信摘要 1概述砂页盘,俗称平面砂布轮、百页片、花叶轮或弹性磨盘等,是涂附磨具转换制品中的一大品种,它是将裁切出的涂附磨具页片一个压一个地沿着圆周用胶粘剂粘在背盖板上而成的。砂页盘主要是安装...
1 概述砂页盘,俗称平面砂布轮、百页片、花叶轮或弹性磨盘等,是涂附磨具转换制品中的一大品种,它是将裁切出的涂附磨具页片一个压一个地沿着圆周用胶粘剂粘在背盖板上而成的。砂页盘主要是安装在手持式电动工具上用作打磨抛光各类金属和非金属零件的焊缝、毛刺、倒角、表面除锈、表面抛光等,与固结磨具树脂砂轮相比具有打磨抛光一次完成、缩短操作时间、节省打磨成本、提高磨削效率,磨料自锐性强利用率高,风冷降温不伤表面,表面质量容易控制以及性价比高,减少操作者疲劳、增加机器寿命等有点,因此广泛应用于制造业的各个行业或领域。
砂页盘传统的生产工艺是由分切、分条、裁片、摆片、滴胶、穿杆、固化、挑选和贴标签等工序组成,其中摆片工序又分为码片、推片、扣背盖、扣托盖、修片、穿杆等工步,完全靠手工完成。作为打磨抛光工具的砂页盘其使用量日益增长,而其大批量制造工艺水平仍处于手工劳动密集型状态,已成为提升产品质量和降低成本的瓶颈,不能满足这种快速消耗品的使用需要,制约了企业的发展,因此用高速高效的机械化作业替代手工作业已势在必行。这也是这个行业从手工摆片作业向自动化机械作业转型升级的必然趋势。 从有关资料了解到国内有十几家企业相继都在开发砂页盘自动摆片机,有的已经出样机,但严格地说都仍处于试制阶段,都存在着能否更好地满足客户要求的问题。国外近十多年来有德国,意大利等国相继推出砂页盘自动化生产机器。意大利a barbieri 公司2012年的宣传资料上的MRB85型砂页盘自动机生产72页砂页盘的生产率为17个/分钟。德国HELMUT WEISS公司1991年涉足磨具行业,2010年的资料介绍其FSA 12 MX生产72页砂页盘的最大生产率为17个/分钟。但是,购买国外的设备存在着“水土不服”情况,因为在价格、配件、胶粘剂、适用范围、维修、生产成本等都是用户不得不考虑的问题,应该说也不能很好地满足国内砂页盘生产厂家的要求。2 研发的指导思想和技术路线
作为国内砂页盘生产规模最大的企业之一中研公司基于上述因素考虑,结合自身的技术优势和所积累的16年经验,我们明确在研发平面轮自动机方面的起点要高,指导思想就是要在生产率和加工小背盖砂页盘方面达到或超过国外的同类设备水平。
我们对开发砂页盘自动化生产设备提出的技术要求是:
1) 将摆片,滴胶和穿杆工序集中起来,生产率要高;
2) 运行稳定性要好,故障率要低;
3) 适应产品规格范围要广,调整要快捷;
4) 使用寿命要长,零件耐用度要高;
5) 操作和维修要简单方便。
为此在开发这种高速高效自动化设备时从设计上应考虑如下问题:
1)工作速度:由于砂页盘属于大批量生产,机器的生产率必须放在首位,机构运行速度要快而稳定,非生产空程时间要尽可能地缩短;
2)冲击与振动:高速度高频率的起停产生的刚性和柔性冲击必然引起振动是必须考虑的。
3)可靠性:每一步动作都要进行确认,保证万无一失。
4)零件寿命:由于处于磨料粉尘作业环境,除尘和防尘显得尤为重要;设计上尽量选用适宜粉尘条件的机构;
5)易损件:与砂布砂粒和与高压高填料胶液接触的零件一方面要提高其抗磨性,另一方面要能快捷的更换;
6)施胶系统:滴胶阀要能够做到说关就关得住,密封要可靠;打胶泵要解决压力波动和供胶量问题;胶粘剂的粘稠度要能适合页片植入的稳定性;还要考虑整个胶液流动的恒温控制问题。
7)植片头:送料、导料、切片、植片的稳定性与可靠性;送料长度自动补偿;适应砂页盘各种规格的调整。
8)控制系统:伺服系统高速高频特性,控制器的响应速率和软件功能。
9)检测与传感:响应频率要快,漏电电流问题。
3 结构设计及应用技术
我们开发的砂页盘制造中心机械部分由一个具有12个工位的主回转分度工作台、一个滴胶头、一个送料裁切头、两个气动机械手、3个气动回转料盘、一个盘条放料架、一个气动高压打胶泵和胶液恒温输送管路等功能部件组成,电气控制系统由运动控制器、伺服放大器、人机界面和光电传感器等组成,是一个典型的柔性制造系统。
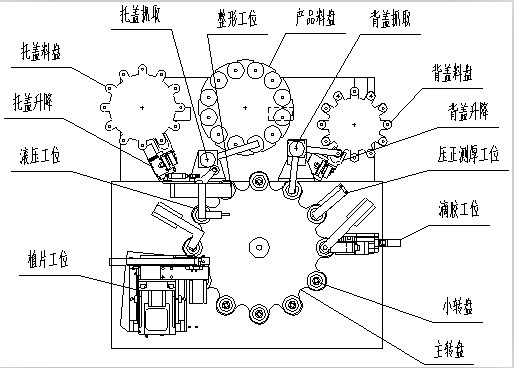
图1 布置图
本自动化设备在设计上我们尽量地选择了通用功能部件,有利于方便采购、降低成本、提高质量、缩短交期、维修更换方便。我们设计的机器主要机械结构和特点是:1)主回转分度工作台:设计选用的结构是伺服电机通过同步齿形带轮传动带动可以消除侧隙的精密蜗轮蜗杆副,从而可使支承在转台轴承上的主转盘精确地转位和无级分度。该分度台作为桌面型高度较低,虽然转动惯量较大但仍能在0.5秒以内快速分度转位,无需定位机构能够保证定位精度。
2)自行设计的用于背盖、托盖和在制品升降的同步带式电缸(也称为同步带驱动线性模组),如图2所示,该电缸由支架、直线导轨、托料手指、同步带、减速机和电机等组件构成,通过传感器在控制上构成一闭环系统,具有动作快捷、准确,适合于粉尘环境作业。
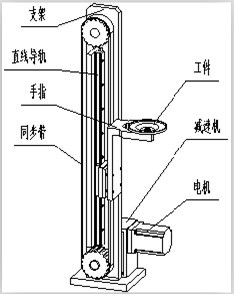
图2 同步带式电缸
3)组合式七坐标四联动切头(植片头),如图3所示,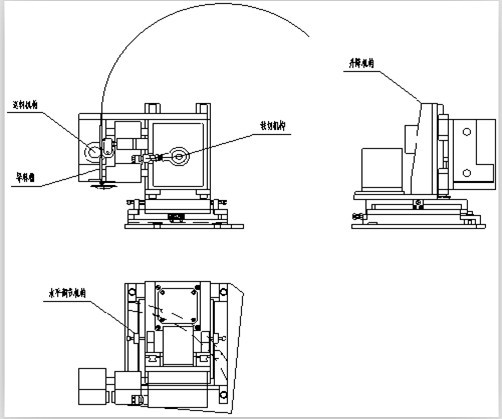
图3 植片切头
包括送料机构、导料槽、切断机构、升降机构、转位机构和水平调节机构,其中导料槽具有浮动压紧弹片与送料机构一起将砂布条料送插到转位机构上方的背盖胶液中,切断机构与升降机构连接用于确定砂布条料的切断位置并切断砂布条料,升降机构设置在水平调节机构上且可在水平方向移动和旋转以满足加工不同规格形体的要求。在上述方案中,所述送料机构为辊轮送料机构,其中主动送料辊是与送料伺服电机轴的接轴直接联接,磨损后更换非常容易,从动辊通过其后端连接的弹簧压力使其与主动辊紧贴,弹簧通过其后端连接的调节丝杆调节压紧力。切断机构包括静刀座、可沿导轨滑动的动刀座和驱动滑动刀座往复运动的曲柄滑块机构。升降机构由带制动的伺服电机,同步带轮,滚珠丝杠和直线导轨组成,伺服电机通过同步带轮驱动滚珠丝杠使送料切断整体装置上下运动以确定砂布条料的切断位置。水平调节机构包括可以在水平X方向上滑动的横滑板,安装在可沿水平Y向滑动的纵滑块上,纵滑块安装在滑座上,滑座安装在底板上并可在底板上开设的弧形滑槽内绕垂直于9工位分度小转盘面的Z轴做转动。小转盘分度机构如图4所示,摆动板通过滚动轴承安装在支座上,后端通过与一支块之间的压缩弹簧和螺钉施力和限位,前端安装有一伺服电机,一小齿轮与电机轴直连,安装在主转盘上的小转盘即可随大转盘公转也可自转和分度,自转是通过与小转盘联接的大齿轮与小齿轮啮合实现的。通过本装置中弹簧的设置,可使摆杆上的小齿轮与大齿轮自动有效地啮合和退出,可顺利实现工位的转换。
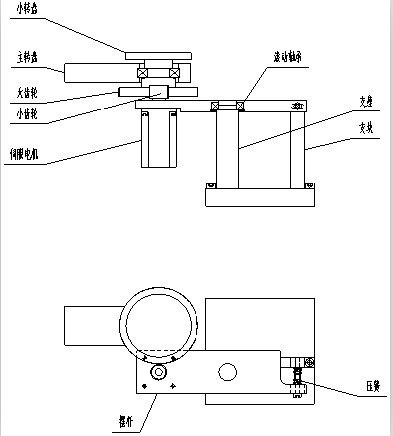
图4 小转盘分度机构
4)恒温恒压定量定位滴胶系统:该系统由气动装置,打胶泵,压胶盘,盛胶桶,胶液加热系统,输胶管道,胶液稳压装置,滴胶装置等构成。气动装置中的气缸用于给粘稠的胶液施加压力以使其流动。打胶泵为活塞结构,可使活塞两侧在活塞往复运动时都可实现出胶。压胶盘及其里面的刮板可帮助胶液进入泵筒内部。整个胶液所到的地方的外围设有恒温热水循环通道,以保障胶液在适当的黏度下顺利流动。在打胶泵出胶口设置的稳压装置是防止气缸换向时胶液产生压力波动,它实际是一个气体弹簧储能器。滴胶装置由滴胶咀,提升式滴胶阀,保压阀,升降装置和位移机构等所组成,如图5所示,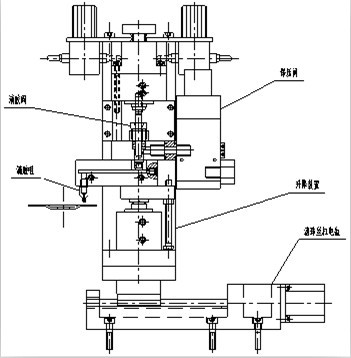
图5 滴胶头
滴胶阀阀芯杆为一两端大,中间小结构,与气缸活塞杆连接,当气缸活塞缩回时胶液处于关闭状态。当需要出胶时,气缸动作推动阀芯杆前移使阀门打开,胶液流出。其特点是关闭阀门时具有回吸效应,不会出现多一股胶液出来,提高了施胶质量。保压阀的一端与输胶管道连通,另一端通过胶接头与滴胶阀连通,如图6所示,保压阀包括上端的调节丝杆,调节丝杆下端通过碟簧与活塞连接,活塞下端连接有球阀杆,球阀杆穿过一个小孔,小孔下方通过胶水进口与输胶管道连通,小孔上方与活塞之间形成空腔并通过胶水出口与胶接头连通,球阀杆下方球体直径大于小孔直径。 通过调节丝杆可以使胶液压力稳定在一定的范围内。
滴胶咀水平位移机构直接选用外购的滚珠丝杠式电缸,用于确定施胶位置。
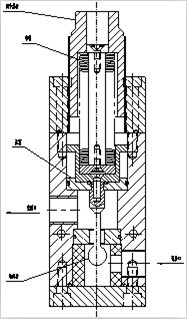
图6 保压阀
5)控制系统:采用先进集成的具有总线控制的CPU运动控制器,使得高速运行成为可能。对于送料辊子的磨损采用了送料测速进行自动补偿。本制造中心技术参数如下:
加工产品直径: Ф100~Ф180mm;
砂布条宽度: 20~40mm;
送料长度: 15~30mm;
页数: 36~150;
背盖料盘储量: 2000个(4英寸)
产品料盘储量: 300个(4英寸)
滴胶胶道范围: 0~50mm;
滴胶转速: 0~670r/min
切刀升降范围: 0~35mm;
最大循环周期: 2.4秒(72等分时)
额定生产率: 18个/分钟(4英寸72页砂页盘)
此外,为了今后标准化要求和量产,我公司已经制定了《砂页盘全自动数控制造中心额定生产率及测试方法》和《砂页盘全自动数控制造中心技术要求》企业标准。为了保护知识产权,我们为此机器向国家知识产权局申报了几十个专利,已有11项获得国家发明专利和实用新型专利授权。
4 中试情况

图6 进行生产试验考核的机器
经小批试制的六台砂页盘自动机一年半的生产现场考核试验,试验总结如下:1)全中文显示的人机友好界面触摸屏,简洁明了操作方便。具有初中文化程度的员工经过培训三天后就可以上机操作,可大大节约人力成本;
2)加工产品的规格参数在触摸屏上设置及更改非常方便,设备出现故障能自动停机报警并诊断显示故障部位,节省了维修人员查找故障时间,缩短了维修时间,使设备能最快地恢复正常生产;
3)运行速度快、精度高、运行可靠,故障率低,换刀、上料穿条等辅助时间短;
4)能够满足生产ø75小背盖砂页盘产品;
5)背盖和产品料盘储料量大,减少操作员工搬运走动次数,减轻了劳动强度。
6)经检测,设备已经达到每分钟生产4英寸72页砂页盘18个以上的额定生产能力。在实际生产中,每台设备平均每小时生产平面砂布轮可达1000个以上,每台设备八小时制班产在6000个以上。设备使用还是令人很满意的,受到了操作者的好评,产生了很大的经济效益。
7)自动机生产车间人均劳动生产率是手工生产车间的5倍以上。
5 结论
根据中试生产砂页盘的情况,我们得到的结论是我们所开发的砂页盘自动机匹配我们自己研发的胶粘剂已经能够应用于生产,满足生产的需要,已成为大批量生产的主力军,为砂页盘的产业升级提供了保障。
(绵阳中研磨具有限责任公司 李中 谢泽 侯光勇 )









 豫公网安备41019702003645号
豫公网安备41019702003645号