

 手机资讯
手机资讯 官方微信
官方微信摘要 目前,对单件小批量细长轴、大尺寸和重型零件的精加工缺乏相应的精加工机床,特别是中小型企业,因资金有限,不可能为此专门购置相应的精加工机床,所以笔者建议采用砂带磨削技术改造普通车床,...
目前,对单件小批量细长轴、 大尺寸和重型零件的精加工缺乏相应的精加工机床,特别是中小型企业,因资金有限,不可能为此专门购置相应的精加工机床,所以笔者建议采用砂带磨削技术改造普通车床,实现普通机床加工高质量零件。1 砂带磨削原理和特点
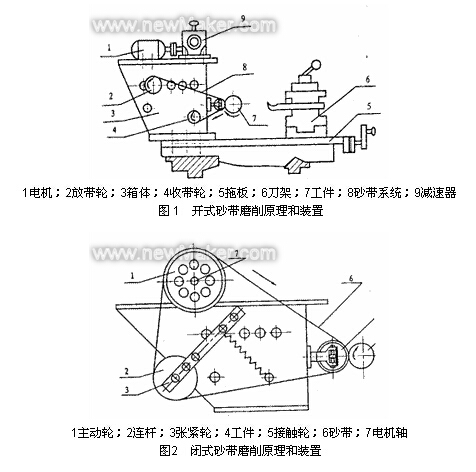
砂带是一种由磨料、 柔软基体和粘结剂制成的带状磨具,其切削功能主要由粘附在柔软基体上的磨粒来完成[1]。砂带磨削则是根据工件的几何形状,用相应的接触方式使砂带与工件表面相接触,并产生相对摩擦,从而进行磨削和抛光的一种冷态磨削方式。开式和闭式砂带的磨削原理和装置简图分别如图1,图2 所示。
闭式砂带磨削采用环形砂带,通过接触轮与张紧轮张紧,由电机传动主动轮带动砂带作高速回转,同时工件作回转运动,砂带头架作纵向及横向进给,实现对工件的磨削加工。砂带磨损后更换新砂带。闭式砂带磨削由于砂带高速回转易发热且噪声大,所以磨削质量不及开式砂带磨削方式;但闭式砂带磨削效率高,适宜粗加工、 半精加工及精加工。
砂带磨削具有以下主要特点:
(1) 与砂轮磨削相比,它是用砂带作为磨削工具,而砂带一般只有一层磨粒,加工中无需修磨,在磨粒钝化后只需将其更换便可。这不仅使设备简单、 操作方便,而且更能保证高的生产率。
(2) 砂带磨削所使用的砂带是一种涂附磨具,采用静电植砂方式制作,利用高压静电吸附原理,使经过精选的磨粒能按自身长轴方向定向排列,且分布均匀,因而其等高性好。磨粒锋刃朝外,较之砂轮具有较好的容屑和排屑条件,从而可长时间地保证高的工效及稳定的加工质量。
(3) 砂带磨削属弹性磨削,与砂轮磨削相比,其径向抗力小,磨削温度低,所以工件不易变形,表面不易出现过烧、 裂纹等缺陷,具有较好的表面质量。
(4) 从经济效益来说,与砂轮磨削相比较,砂带磨削装置结构简单、 制造容易、 设备价格低,特别是利用前一工序的现有设备加上砂带磨削装置,对工件进行磨削和抛光加工,不仅节省了设备购置费用,而且节省了大量的工件搬运、 装夹和调整工时,因此砂带磨削工艺具有明显的经济效益。
2 砂带磨削装置
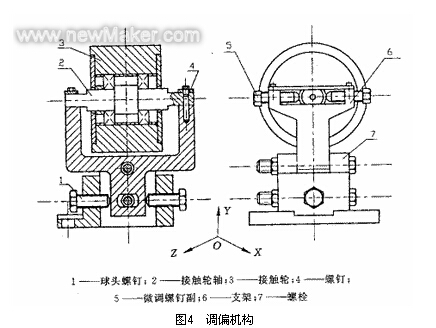
为了对上述原理进行实验论证和研究,笔者设计了一个砂带磨头(见图 1,图 2),将其装夹在 CM6125 车床的横拖板上,可以随车床横拖板作纵向和横向进给运动,很好地解决了细长轴磨削加工问题,其车床上的布置如图 3 所示。
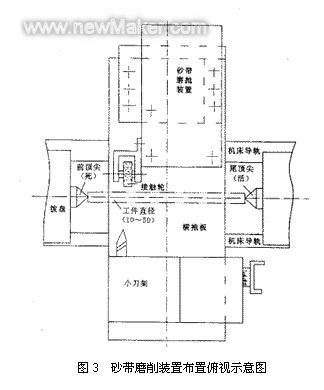
该装置的显著特点是集开式磨削与闭式磨削于一体,可根据加工需要自由地选用这两种磨削方式之一。开式砂带磨削装置(见图 1)由电机、 减速器、 放带轮、 收带轮和接触轮组成,可实现开式砂带磨削;闭式砂带磨削装置是在开式砂带磨削的基础上,拆掉减速系统、 收带轮和放带轮,然后将电机水平转 90°,在其输出轴上装一主动轮,再增加一个张紧轮,用来张紧砂带,由主动轮、 张紧轮和接触轮构成闭式砂带磨削装置(见图 2)。两种磨削方式各有优点:开式砂带磨削时砂带一次性使用,砂带由收带轮带动连续缓慢地运动,使切削部位的砂粒一直保持新鲜锋利,可使工件各不同部位的表面质量均匀一致,但 Ra 值稍大;而闭式砂带磨削时,砂带高速旋转,循环使用,随着磨削时间的增加,砂带磨粒磨损导致加工表面质量均匀一致性差,但具有一定的抛光作用,Ra 值小。
在该装置中,砂带接触轮系统是核心结构。接触轮在砂带磨削中不仅要支承砂带,承受磨削压力,有时还兼作驱动轮传递动力和运动,其设计制造精度及运动精度都会通过砂带影响加工质量、 效率及工作可靠性,因此接触轮系统的设计极为重要。接触轮采用光滑型接触轮,其外表面是一层橡胶,可采用热补法或其它方法将其固定在轮毂上,使其牢固地成为一体。根据工件精度和表面粗糙度的不同要求,选择不同硬度的橡胶材料。
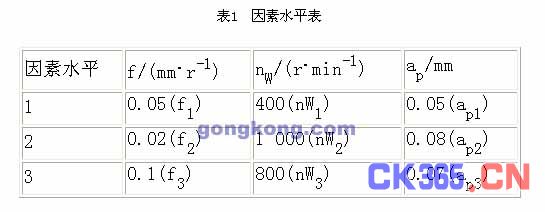
另外,在砂带磨削中,接触轮与工件以直线形式接触进行磨削和抛光。当接触轮与工件轴线不平行时不仅会导致加工误差,降低砂带的利用率,同时容易产生砂带跑偏现象,因此作者将接触轮系统设计为两个方向可调偏结构(见图 4)。当旋转微调螺钉副 5 时,接触轮轴 2 可在 XOZ 面内摆动,实现该方向调偏;当旋转接触轮支架 6 下的一对球头螺钉 1 时,可使支架 6 绕螺栓 7 在 XOY 面摆动,实现该方向调偏。
3 砂带磨削实验和效果
在 CM6125 车床的横拖板上装夹砂带磨削装置,对直径 (10~50) mm,长径比 7~20 的细长轴进行砂带磨削。首先利用 CM6125 车床对工件进行粗车、 半精车和精车,然后用砂带磨头进行磨削加工,降低表面粗糙度,提高加工精度。工件装夹是通过前后顶尖来实现的,前顶尖采用死顶尖由拨盘带动,尾顶尖采用活顶尖。
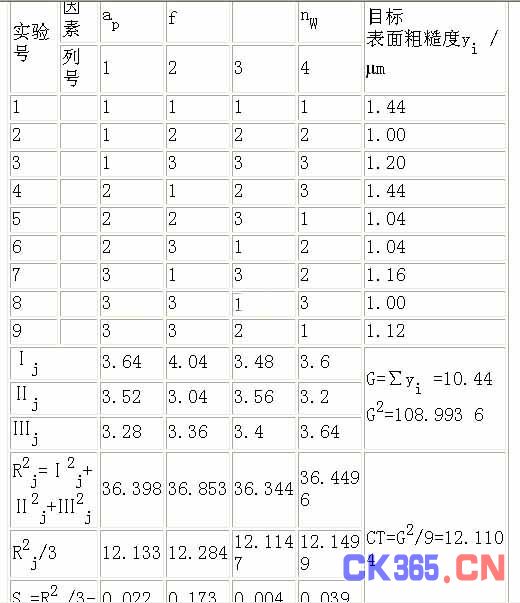
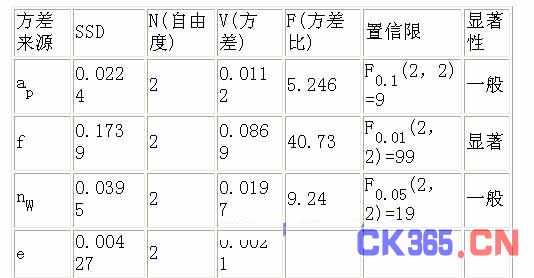
实验方案采用正交实验[5]和单因素对比实验。正交实验中以影响工件表面粗糙度值最大的因素即工件转速、 纵向进给度和磨削深度 3 个参数作为正交试验的 3 个因素,因素水平如表 1 所示。为了在更多的磨削条件下选择较好的磨削工艺参数,安排了 9 组正交试验,采用 L9(34)表头设计安排实验。表 2 为 L9(34) 正交表及数据处理,表 3 为方差分析。
正交实验综合考察了磨削用量对磨削加工表面粗糙度的影响,单因素对比实验则分别考察了不同砂带速度、 纵向进给速度、 工件转速、 磨削深度、 接触轮硬度等对砂带磨削表面粗糙度的影响。实验时,当考察某因素的影响时,就改变该因素水平,而将其它因素的水平固定。
实验结果:
(1) 正交实验中[2],所考察的 3 个影响表面粗糙度的因素中,纵向进给量 (f) 的影响最大,工件转速 (nW) 次之,设定切深 (ap) 影响最小;
(2) 合理的开式磨削参数为[2]:nW=1 000 r/min,nS=3 r/min(砂带转速),ap=0.07 mm,f=0.02 mm/r;
(3)合理的闭式磨削参数为[2]:nW=250 r/min,nS=300 r/min,ap=0.07 mm,f=0.2 mm/r;
(4)该工艺达到的技术指标为[3,4]:表面粗糙度 Ra(0.32~0.68) μm,尺寸精度 IT5~IT7,圆度 (5~7) 级。
4 结 论
实验证明,普通车床装夹砂带磨削装置,用于磨削细长轴类零件,可以降低表面粗糙度,提高加工精度,尤其在降低表面粗糙度方面效果更加明显。同时,由于用较低的资金投入加工出了高质量的工件,因而该工艺具有明显的经济效益。这种尝试为改造普通车床、 拓宽其用途取得了有益的经验,并提供了一种有效的途径。
李虹(1966-),女,讲师,硕士。从事专业:机械制造。
李虹(华北工学院 机械工程系,山西 太原 030051)
田宝俊(华北工学院 机械工程系,山西 太原 030051)
边秋梅(华北工学院 机械工程系,山西 太原 030051)
参考文献:
[1] 李伯民. 实用磨削技术
[2] 李虹. 细长轴砂带磨抛工艺研究
[3] 李虹. 砂带磨抛细长轴精度研究
[4] 李虹. 细长轴砂带磨抛表面粗糙度研究
[5] 杨惠莲. 误差理论与实验设计









 豫公网安备41019702003645号
豫公网安备41019702003645号