

 手机资讯
手机资讯 官方微信
官方微信摘要 磨具中结合剂的性能,影响它与磨粒的反应能力及其强度。结合剂与磨粒之间的反应能力好,结合剂与磨粒的结合力就强,磨粒就不容易碎裂或脱落。结合剂的强度高,磨粒不仅能承受较高的磨削力,而且...
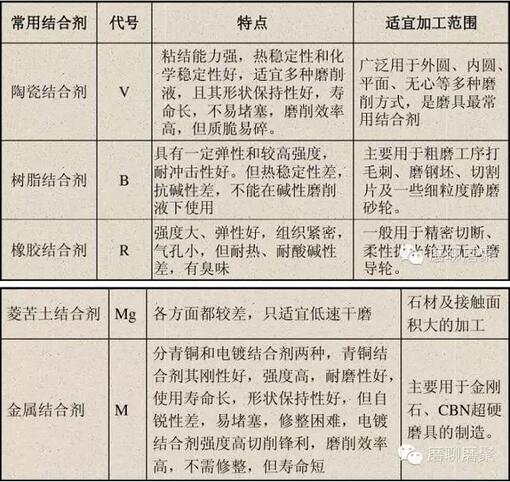
磨具中结合剂的性能,影响它与磨粒的反应能力及其强度。结合剂与磨粒之间的反应能力好,结合剂与磨粒的结合力就强,磨粒就不容易碎裂或脱落。结合剂的强度高,磨粒不仅能承受较高的磨削力,而且还可使砂轮具有较高的回转强度而不容易破裂。此外,结合剂与磨粒的反应能力较好时,对于同样硬度的磨具来说,所用的结合剂数量就可以少些,因而磨具的组织更为疏松,有利于磨削工作的进行。磨具结合剂的选择主要与加工方法、使用速度及表面加工要求等有关,每种结合剂都有它本身的优点和缺点,应该结合磨削时的条件来选择磨具结合剂的种类。
陶瓷结合剂(V)
这种结合剂的应用范围最广,能制成各种粒度、硬度、组织、形状和不同大小的磨具。陶瓷结合剂在磨削时性能稳定,耐水、耐酸、耐碱、耐油切不受天气、温度变化的影响,能在多种磨削条件下进行磨削,也可用于干磨。与其他结合剂相比,陶瓷结合剂可制成不同气孔尺寸的磨具,如大气孔砂轮、送组织砂轮等,磨削时不易受切屑堵塞,因而磨削效率高。
在磨料、粒度、硬度相同并在同样条件加工同样工件时,陶瓷结合剂磨具的磨损也比其他结合剂要小,因而它的使用寿命较长。
通常,陶瓷结合剂砂轮的使用速度在35m/s以下,但也可制成高于35m/s的高速砂轮,如50m/s、60m/s、80m/s乃至120m/s的告诉砂轮。
陶瓷结合剂砂轮在磨削过程中能较好地保持外形,所以适合于成形磨削,如磨螺纹、磨齿轮、样板磨削及其他成形磨削等。
含硼的陶瓷结合剂又比其他类型陶瓷结合剂的磨削性能好,因为它的结合剂用量少,可以相应增大磨具的气孔率,使磨粒的切削刃更锋芒外露。
树脂结合剂(B)
其适用范围仅次于陶瓷结合剂。它具有一定的弹性和足够的强度,并具有抛光性能,粗、精、细磨均可采用。一般适用于以下几个方面。
由于树脂结合剂在高温下容易烧毁,自锐性好,在一般或告诉的荒漠工序上应用很广,如铸铁打毛刺、磨钢坯、防止发热的平面磨削等。
树脂结合剂还常用于切割金属材料或切割非金属材料,如薄片砂轮及切矿石砂轮等。
树脂结合剂还可以制成高厚度砂轮,用于无心磨削的导轮和主轴平面磨床用的筒形砂轮。
树脂结合剂具有较好的抛光性能,用它制成的细粒度砂轮可用作精磨磨削,加工工件表面粗糙度值可达Ra0.012μm。
树脂结合剂砂轮的制作工艺比较灵活,可以加入玻璃纤维网,以增加砂轮的强度,由它制成60~80m/s的高速磨片、告诉切割片等,可用于打焊缝或切断。
这种结合剂还可加入石墨材料或铜粉制成导电砂轮,在电化学磨削中获得良好的效果。
橡胶结合剂(R)
橡 比树脂结合剂更富有弹性,可制成0.2mm及更薄的薄片砂轮,用于切断弹簧卡头及钢笔尖开沟。橡胶结合剂在搞完作用下易产生塑性变形,磨削后的工件表面粗糙度值较低,估适用于超精磨削或镜面磨削。
橡胶结合剂砂轮也常用来磨削轴承内、外沟道。它制成的柔性抛光砂轮可用于钻头沟槽抛光,丝锥、板牙抛光及飞机发动机叶片抛光等工序。
橡胶结合剂砂轮对工件的摩擦力较大,无心磨床上使用的导轮几乎都采用此种结合剂制成。
橡胶结合剂砂轮的组织比较紧密,不适合进行粗磨,但它能较好地保持外形轮廓,因此也可用来磨削成形表面。
菱苦土结合剂(Mg)
这种结合剂制成的砂轮,其结合强度虽然较差,但因容易产生新的锋利磨粒,因而某些磨削工序上的效果反倒优于其他结合剂,这种结合剂容易起水解作用,一般不适于在湿磨条件下工作,所以应用范围不广,一般用于磨保安刀片、农用刀具、切纸刀具及磨粮食谷物、磨地板、磨胶体材料(牙膏、石油)等。使用时,砂轮速度一般在20m/s以内。
其他结合剂
如金属结合剂多用于制造金刚石磨具。









 豫公网安备41019702003645号
豫公网安备41019702003645号