

 手机资讯
手机资讯 官方微信
官方微信摘要 砂带的磨损形式及磨损机理作为磨具的砂带同其他任何切削加工工具一样,由于刀具和工件的相对运动,在加工过程中,必然产生各种形式的磨损。对砂轮而言,可以通过修整来改变磨损状态,继续保持原...
砂带的磨损形式及磨损机理作为磨具的砂带同其他任何切削加工工具一样,由于刀具和工件的相对运动,在加工过程中,必然产生各种形式的磨损。对砂轮而言,可以通过修整来改变磨损状态,继续保持原有磨削性能。然而砂带通常只有单层涂附磨粒,无法像砂轮那样修整,如砂带磨损后再继续使用,势必引起加工系统状况恶化,严重影响加工精度与表面质量。因而分析磨损状态是非常重要的。
砂带磨损在正常情况下有三种基本形式:即粘盖、脱落和磨钝。
粘盖
是指微细切屑残留并粘焊在磨粒外表面上,阻碍磨粒继续参与切削,严重降低磨削能力。有时,大量切屑黏附在磨粒之间的容屑空间,即发生堵塞。由于砂带一般不修整打磨,故使用磨削工作无法继续。在高速磨削低碳钢及铜、铝等有色金属时粘盖现象易于发生。
脱落
磨削时,磨粒所受的作用力超过其黏着力时,磨粒将从年姐姐中脱落或与粘结剂一起脱落,这会在砂带工作表面形成很多的空位,若磨粒脱落过多,砂带磨削能力将明显降低或完全丧失。脱落现象一般是由于工件和砂带相对振动较大或使用不当所造成。当然粘结剂质量太差也会引起磨粒严重脱落。
磨钝
由于磨粒与被加工材料多次反复摩擦,使磨粒顶点钝化为小平面或磨粒尖顶部的破断而无切刃。这时不仅会减少材料切除量,而且会进一步增加磨粒与工件表面的摩擦引起磨削区发热量增加并使磨钝进一步加剧,引起工件表面烧伤。特别是在磨削较硬的合金钢时,磨粒钝化较为严重。
在这三种磨损形式中,粘盖和脱落两种形式往往是由于砂带选择和使用不当,或者是加工的材料特别软和砂带粘结剂质量太差而造成的。
2提高砂带使用寿命的途径
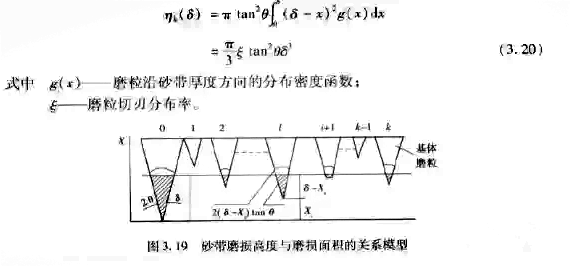
砂带的使用寿命取决于磨粒切刃的切削性能,而这又主要受砂带磨粒磨损面积的影响。若设磨损面积比率为n,它是磨粒磨损为小平面的面积与磨粒在砂带平面的投影面面积之比。n和磨损高度之间的关系模型见图3.19。两者之间的关系为
1减少砂带初期磨损量
砂带初期磨损量是由于磨粒脱落或破碎引起,为减少初期磨损,对新砂带采用减小接触压力预磨一定时间,然后再进行正常工作,这种方法也可称为修整,但这与砂轮的修整是不相同的。
2使用磨削助剂或磨削液减少稳定磨损阶段的磨耗磨损率
采用磨削助剂或磨削液主要目的是减少引起磨耗的根源——磨粒与工件间的摩擦,降低磨削热,从而达到降低磨损率之效果。
3增加砂带周长,使砂带作用率减少
砂带作用率减小可使砂带寿命增加。在机床设备条件允许情况下,适当增加砂带周长,使砂带能得到更好的冷却并增加参与磨削的磨粒总数。
4适当提高砂带速度
适当提高砂带速度不仅可以降低表面粗糙度,而且会使磨粒的破碎磨损减小,使寿命延长。
5逐步提高磨削压力
砂带进入正常切削阶段后,逐步提高砂带磨削压力可强化磨削过程,增大磨粒切刃比压制,使磨粒破碎,产生新的切刃恢复切削能力,即自锐作用,从而达到延长砂带使用寿命的目的。
6提高砂带自身的切削性能
韧性好的磨粒耐破碎性强,从而能延长使用寿命。经典植砂的砂带切削性能比重力植砂的好。植砂中减少粘结剂的厚度和植砂密度,可增大砂带容屑空间,提高结合剂的强度,使黏结更可靠等。这些措施都能在一定程度上改善砂带的磨削性能,延长砂带使用寿命。
以上措施主要是针对减少砂带磨钝(磨耗与破碎)磨损这一主要形式而言,而对粘盖和脱离这两种形式来说,则可以通过对砂带的组织硬度、植砂密度等砂带构造参数的控制和选择来解决,同时还可以通过砂带表面涂附一层特殊的涂层,即前面所提到的超涂层来解决砂带的粘盖磨损问题或使用磨削液。









 豫公网安备41019702003645号
豫公网安备41019702003645号