


 手机资讯
手机资讯 官方微信
官方微信摘要 热喷涂涂层的应用是为了改善基体材料的抗氧化、抗腐蚀、抗表面磨损和抗烧蚀能力。有涂层金属部件的准确表征要求对其显微组织进行金相检验,必须用金相制备技术准确地确定显微组织特性。由于一些...
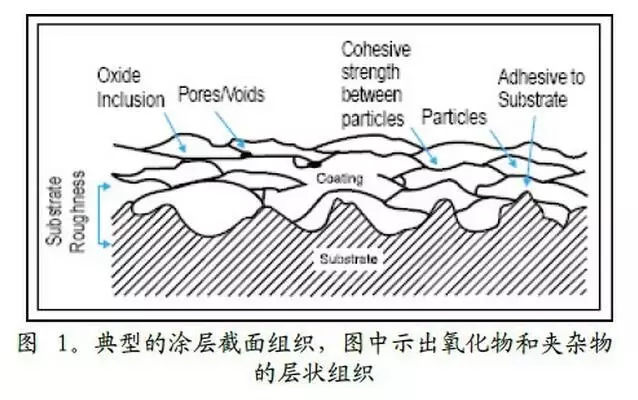
热喷涂涂层的应用是为了改善基体材料的抗氧化、抗腐蚀、抗表面磨损和抗烧蚀能力。有涂层金属部件的准确表征要求对其显微组织进行金相检验,必须用金相制备技术准确地确定显微组织特性。由于一些涂层的脆性本质和孔隙的存在并在涂层构成了很不相同的硬度,在金相制备中总是有可能无法显示出真实的显微组织或引入假象,从而对涂层特性作出错误的诠释。光学显微技术为一块经过正确制备的涂层试样提供了一种评估手段,以确定或测定涂层/基底界面的质量、孔 隙度、未熔化颗粒及氧化物的分布、涂层厚度、以及其它涂层特性。
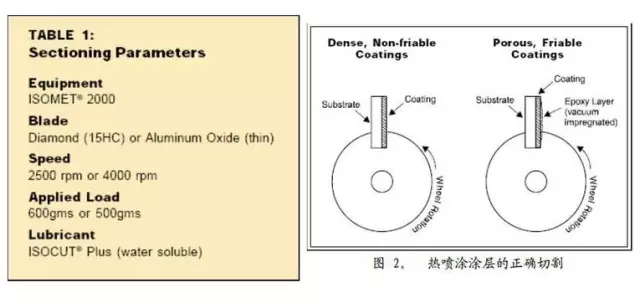
对于不同类型的热喷涂试样,应当使用带有金属粘接的金刚石薄片或超薄氧化铝砂轮片的精密切割机沿着垂直于试样轴的方向进行切割。试样应当用台钳夹紧,其位置应使切割片从涂层一侧进入而从基底一侧出去,这样就显著减小了涂层的损伤。按照表1所给的技术参数,所得到的正确切割图象。
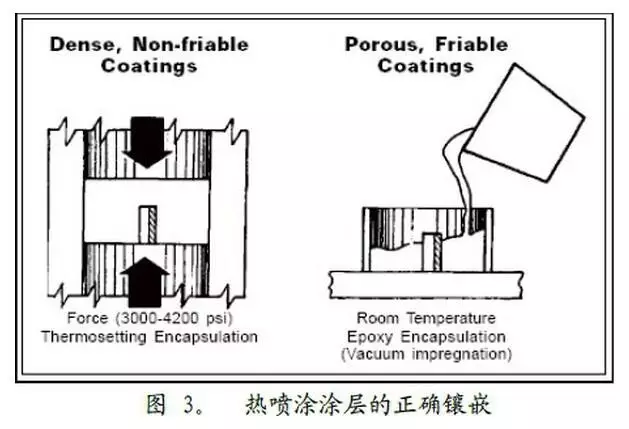
镶嵌可以保护涂层免受破坏并在磨光和抛光工序时提供边缘保护。金相镶嵌可分为两类,即加压成型和可浇注环氧树脂。尽管有一些涂层可以采用加压模式镶嵌,可浇注环氧树脂已经成为优先考虑的镶嵌方法。这种方法没有会给易碎涂层带来损伤的高压和高温。EPO-KWICK, 环氧化物或EPO-THIN 均适于进行正确的镶嵌。每一块试样应当放在真空浸渗系统中,容器内应抽真空至26 英寸汞柱 (约合 88 kPa)。然后将环氧树脂浇入每一SAMPL-KUP 中并保持 5-10 分钟以使其浸渗到涂层的敞开孔隙中。图 3 为两种镶嵌方法的示意图并给出每种方法建议使用的涂层类型。
正确的选择磨制表面很重要,它可以使涂层避免产生严重的损伤,此处金相专家建议使用粗碳化硅砂纸(粒度为120或180)或固定的45微米金刚石磨(ULTRA-PREPP)可将热喷涂涂层试样磨成平面。虽然每一种磨料都可以在短时间内产生平坦的表面,但是。固定的金刚石磨盘能产生高的材料去除速率。
试样无损伤阶段
当这一制备阶段完成后,涂层和基底应当没有损伤。表2及表3所示的两种方法使用两种不同的磨料制备,二者都可以达到试样无损伤的结果。表二中方法:使用粒度愈来愈细的碳化硅砂纸是有效的在硬的聚脂织物(ULTRA-PAD )上有效地使用半固定的多晶(PC)金刚石悬浮液(9 微米)可以保持磨成平面阶段已建立的平面度并去除该阶段产生的表面变形。
表三中方法:用UltraPrep和Ultra-Pad磨盘替代表2中的碳化硅砂纸,在保持平面度远为良好的条件下又实际上消除了显微组织中的浮凸或表面变形。用TEXMET1000 织物和3微米多晶金刚石悬浮液可以很容易地除去特细砂纸和半固定多晶金刚石 留下的细划痕。
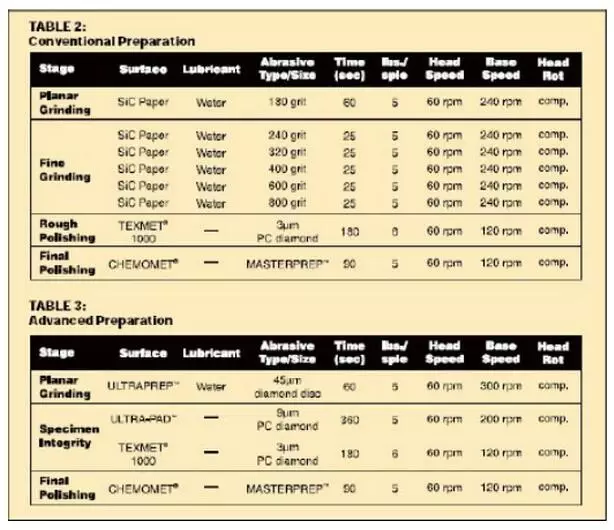
最终抛光阶段使用非常细的磨料(小于1微米)如果磨成平面阶段和试样无损伤阶段都能正确地进行,则最终抛光阶段所须时间较短,但却能非常有效地产生没有浮凸和边 缘圆角的干净、无损伤的显微组织。使用CHEMOMET 织物和MASTERPREPP(0.05 微米Al2O3)可以获得无划痕、无变形的表面。
显微组织评估
不论使用传统的或新型的磨料和制备表面都 可以使多种热喷涂涂 层和基底产生始终如 一的良好结果。抛光完成后的表面能显露出涂层--基底界面的真实组织、孔隙度和未熔颗粒数量、是否有氧化物、以及涂层的总厚度。这些信息可以使评估者对涂层的显微组织特征有一个准确的概念。









 豫公网安备41019702003645号
豫公网安备41019702003645号