

 手机资讯
手机资讯 官方微信
官方微信一.术语
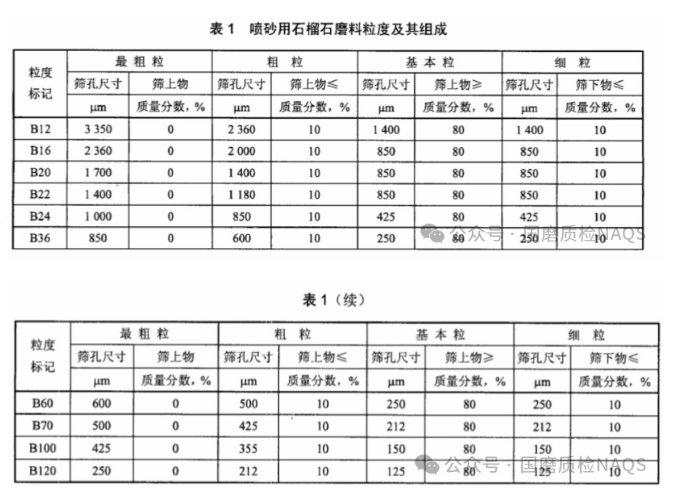
1.1 对于粒度为F12~F150的磨料:
最粗粒:第一层筛网筛上物。
粗粒:第二层筛网筛上物。
基本粒:第三层筛网筛上物。
混合粒:第三层和第四层筛网筛上物。
细粒:第五层筛网的筛下物,即底盘中的磨料。
1.2 对于粒度为F180和F220的磨料:
最粗粒:第一层筛网筛上物。粗粒:第二层筛网筛上物。基本粒:第四层筛网筛上物。混合粒:第四层和第五层筛网筛上物。细粒:底盘中的磨料。
二、测试条件
2.1 环境温度:室温
2.2 设备
振筛机:φ200型振筛机,转速290r/min,拍击次数156次/min,拍击高度38mm。整套筛可自由旋转。
试验筛:符合GB/T6003.1,筛框尺寸φ200×50mm,经标准砂校准合格。筛网需要定期送到专业计量检测机构校准。如果筛网不合格须及时更换,保证检测结果准确可靠。
天平:0.1g
标准砂:全国磨料磨具标准化委员会制作的F标准砂。
三、测试过程
3.1 试样制备
按照GB/T 4676,抽取有统计代表性的待检试样100g,试样置于105℃中干燥至恒重。
3.2 测定步骤
根据待检试样选择筛网,详见GB/T 2481.1-1998,筛孔尺寸从上至下依次变小。最底层放底盘,最上层放筛盖。将待检试样倒入最上层筛网,盖上筛盖。将整套筛网放到振筛机上。振筛机计时器设为5分钟,筛分完成后,依次称量每层筛网上的累计质量。如果筛分后的总质量小于99.0g,须重新检测。
四、测量结果及分析
由于试验筛和筛分条件的差异,筛分结果会有较大偏差,须使用标准砂对筛分值进行校正,得到准确的检测结果。同一试验应检测两次,校正后的检测结果取平均值为最终检测结果。
校正按照以下程序进行:
(1)把正态概率纸纵轴定为粒度组成累计百分比,将粗粒、基本粒、混合粒对应筛网的基本尺寸,间隔20个小格,分别画纵轴的平行线于横轴上,称之为基本尺寸线。F150、F180和F220,粗粒和基本粒的基本尺寸线间隔40小格。
(2)将标准砂的基准值在对应的基本尺寸线上面描点,用直线将这三个点连接起来,称为标准砂的基准线。
(3)用待校正的筛网按照3.2的测定步骤进行筛分,将筛分得到的累计百分比在标准砂基准线上标出,通过这些点分别画纵轴的平行线,这些线称为各层试验筛的网孔实效尺寸线。如果实效尺寸线偏离基本尺寸线7格以上,则应重新购买试验筛。
(4)将待测试样的累计百分比在实效尺寸线上标出,将相邻两点分别连成直线,这些线称为试样测定线。
(5)试验测定线与基本尺寸线的交点纵坐标即为校正后的累计百分含量。由此计算出各粒群的粒度组成即为待检试样的粗粒、基本力和混合粒的检测结果。










 豫公网安备41019702003645号
豫公网安备41019702003645号