

 手机资讯
手机资讯 官方微信
官方微信摘要 1.光整磨削使工件获得粗糙度Ra值0.1以下的磨削称为光整磨削,其中值Ra在0.16-0.08um的叫精密磨削;获得Ra,值0.02.--0.044um的叫超精密磨削;获得
1. 光整磨削使工件获得粗糙度Ra值0. 1以下的磨削称为光 整磨削,其中值Ra在 0.16-0.08um的叫精密磨削;获 得Ra,值 0.02.-- 0.044um 的叫超精密磨削;获得R,值 0.01um 以下的叫镜面磨削. 光整磨削主要靠砂轮的精细修整,使砂轮磨粒微刃具有很好的等高性,因此能使 被加工表面留下大量极微细的磨削痕迹。残留高度很 小,加上在无火花磨削阶段时,在微刃切削、滑挤、抛光、摩擦等综合作用下,使表面 较低的数值. 光整磨削时,砂轮修整是关键,但砂轮的选择也很重要. 如对钢和铸铁件进行精 密磨削时,选白刚玉(WA),粒度为60#—80# ,一般情况下为了充分发挥粗粒度磨料的微刃切 削作用,常用陶瓷结合剂砂轮. 但是为了不出现烧伤,使加工表面质量稳定,也可选用 定弹性的树脂结合剂砂轮. 为了获得高的加工精度,实行光整磨削的机床应有高的几何精厦,高精度的横向进给机 构,以保证砂轮修整时的微刃性和微刃等高性,并且还应有低速稳定性好的工作台移动 以保证砂轮修整质量和加工质量.
光整磨削与一般磨削的主要区别如下:
(1)砂轮粒度更细,一般磨削时为 46# —60# ,光整磨削时为60# 以上至w10
(2)砂轮线速度较低. 达12—20m/s。
(3) 砂轮修整时工作台速度慢. 达10-25mm/min
(4)横向进给量更小,一般为0. 02-O. 0Smm. 光整加工时为0. 0025-O. 00Smm.
(5)工件线速度低,一般磨削时为 20-30m/min,光整加工时为 4-10mrn/min。
(6)无火花磨削次数多,一般为1—2 次,光整加工时为10-20 次. 光整磨削适用于各类精密机床主轴.关键轴套.轧辊.塞规.轴承套圈等的加工。
2. 研磨
研磨是用游离磨粒和研具对工件表面进行微量去除的工艺方法,它可以获得高精度和低 粗糙度值的工件. 尺寸精度可达亚微米级,表面粗糙度值达Ra0. 01um,是传统的光整.精密 加工方法之一。
衍磨
是用细磨粒磨条组成的衍磨头,以往复和旋转运动配合起来加工零件内孔的一种光 整加工工艺,如图1 所示. 一般经过衍磨可以提高形状和尺寸精度一级,表面粗糙度可达 Ra O. 2 -O. 025;tm. 府磨加工时,衙磨机主轴带动衍磨头作旋转和往复运动,并通过矫磨头中的胀缩机构使 条伸出,向孔壁施加压力以作进给运动,实现矫磨加工。衍磨加工的几何形状精度及切削效 率,在很大程度上取决于轿磨头的结构形式及其合理性. 矫么时府磨头的旋转速度v 和往复 速度vf 合成速度v,即为其切削速度,其运动的轨迹是沿孔表面的螺旋线. 如图1(a)所示, 为使每颗蘑粒在加工表面上的切削轨迹不重复,矫磨头每一往复行程的起始位置都与上 错开一个角度,从而形成均匀交叉的府磨网纹。
衍磨加工主要有下列特点:
(1)表面质量特性好. 衍磨表面粗糙度值Ra O. 025um,由于表面微刃轨迹为交叉网纹,故 有利于储存润滑油,是缸简.阀孔等主要加工方法。
(2)加工精度高. 现代府么不但可获得较高的尺寸精度,而且还能修正孔在桥磨前出现的 轻微形状误差. 稀磨小孔时圆度和国柱度可达0. 5um,直线度可小于1um。
(3)效率高. 由于衍磨头有多条砂条(油石) ,或采用提高磨头的往复速度以增大网纹交叉角, 故能较快地去除衍蘑余量. 衙磨加工余量与原始表面粗糙度有关,一般在 5-40/ 范围内. 圆经济性好,应用范围广。由于衍磨要求设备较简单,且操作方便
(4)经济性好. 它能加 工直径1~120mm 的孔,孔长度可达1200mm. 除孔之外尚可加工外圆.球面及环形曲面.
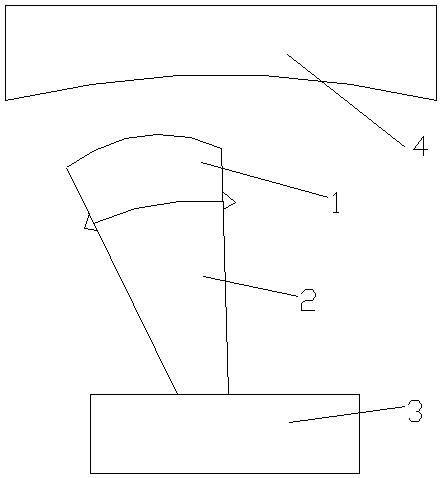
4. 超精加工
超精加工是用细磨粒的油石,作高频率短行程 往复运动,并以很小压力对作回转运动的工件表面进行加工。其加工余量为3—20um. 超精加工可 获得很低的表面粗糙度值Ra为 0.16-O. 01um, 但只能改变表面的光滑程度,不能改变宏观几何形 状. 为超精加工示意图. 超精加工主要用于加工内燃机的曲轴. 凸轮 轴.活塞.活塞销等. 超精加工能对各种材料 1-油石 2-震动头 3-工件









 豫公网安备41019702003645号
豫公网安备41019702003645号